Jeden prehľad
V procese výroby integrovaných obvodov je fotolitografia základným procesom, ktorý určuje úroveň integrácie integrovaných obvodov. Funkciou tohto procesu je verne prenášať a prenášať grafickú informáciu obvodu z masky (nazývanej aj maska) na substrát polovodičového materiálu.
Základným princípom procesu fotolitografie je využitie fotochemickej reakcie fotorezistu naneseného na povrchu substrátu na zaznamenanie vzoru obvodu na maske, čím sa dosiahne účel prenosu vzoru integrovaného obvodu z dizajnu na substrát.
Základný proces fotolitografie
Najprv sa fotorezist nanesie na povrch substrátu pomocou nanášacieho stroja;
Potom sa fotolitografický stroj použije na vystavenie substrátu potiahnutého fotorezistom a fotochemický reakčný mechanizmus sa použije na zaznamenanie informácií o maskovom vzore prenášaných fotolitografickým strojom, čím sa dokončí prenos vernosti, prenos a replikácia vzoru masky na substrát;
Nakoniec sa na vyvolanie exponovaného substrátu použije vývojka, aby sa odstránil (alebo zachoval) fotorezist, ktorý po expozícii podlieha fotochemickej reakcii.
Druhý proces fotolitografie
Aby sa preniesol navrhnutý vzor obvodu na maske na kremíkový plátok, prenos sa musí najskôr dosiahnuť procesom expozície a potom sa musí získať silikónový vzor pomocou procesu leptania.
Keďže osvetlenie oblasti procesu fotolitografie využíva zdroj žltého svetla, na ktorý sú fotosenzitívne materiály necitlivé, nazýva sa aj oblasť žltého svetla.
Fotolitografia bola prvýkrát použitá v polygrafickom priemysle a bola hlavnou technológiou pre skorú výrobu PCB. Od 50. rokov 20. storočia sa fotolitografia postupne stala hlavnou technológiou prenosu vzorov vo výrobe integrovaných obvodov.
Medzi kľúčové ukazovatele procesu litografie patrí rozlíšenie, citlivosť, presnosť prekrytia, chybovosť atď.
Najkritickejším materiálom v procese fotolitografie je fotorezist, čo je fotosenzitívny materiál. Pretože citlivosť fotorezistu závisí od vlnovej dĺžky svetelného zdroja, pre fotolitografické procesy sú potrebné rôzne materiály fotorezistu, ako je g/i čiara, 248nm KrF a 193nm ArF.
Hlavný proces typického procesu fotolitografie zahŕňa päť krokov
:
- príprava základného filmu;
-Naneste fotorezist a jemne pečte;
-Zarovnanie, expozícia a pečenie po expozícii;
-Vyvíjajte tvrdý film;
-Detekcia vývoja.
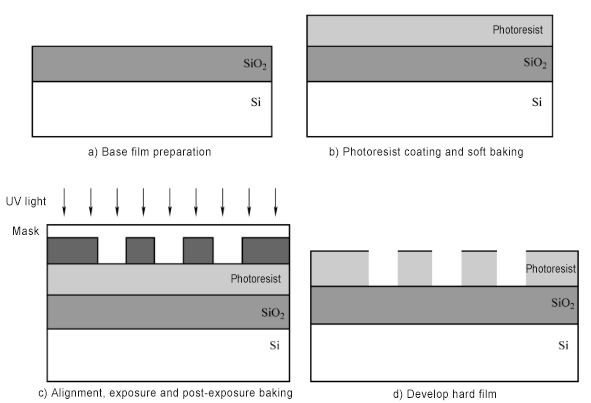
(1)Príprava základného filmu: hlavne čistenie a dehydratácia. Pretože akékoľvek nečistoty oslabia priľnavosť medzi fotorezistom a plátkom, dôkladné čistenie môže zlepšiť priľnavosť medzi plátkom a fotorezistom.
(2)Fotorezistentný náter: To sa dosiahne otáčaním kremíkového plátku. Rôzne fotorezisty vyžadujú rôzne parametre procesu nanášania, vrátane rýchlosti otáčania, hrúbky fotorezistu a teploty.
Jemné pečenie: Pečenie môže zlepšiť priľnavosť medzi fotorezistom a kremíkovým plátkom, ako aj rovnomernosť hrúbky fotorezistu, čo je výhodné pre presnú kontrolu geometrických rozmerov následného procesu leptania.
(3)Zarovnanie a expozícia: Zarovnanie a expozícia sú najdôležitejšie kroky v procese fotolitografie. Týkajú sa zarovnania vzoru masky s existujúcim vzorom na plátku (alebo vzoru prednej vrstvy) a jeho následného ožiarenia špecifickým svetlom. Svetelná energia aktivuje fotosenzitívne zložky vo fotorezise, čím sa vzor masky prenáša na fotorezist.
Zariadenie používané na zarovnanie a expozíciu je fotolitografický stroj, ktorý je najdrahším samostatným procesným zariadením v celom procese výroby integrovaného obvodu. Technická úroveň fotolitografického stroja predstavuje úroveň napredovania celej výrobnej linky.
Pečenie po expozícii: označuje krátky proces vypaľovania po expozícii, ktorý má iný účinok ako v prípade hlbokých ultrafialových fotorezistov a bežných i-line fotorezistov.
V prípade hlbokého ultrafialového fotorezistu sa postexpozičným vypaľovaním odstránia ochranné zložky vo fotoreziste, čo umožní, aby sa fotorezist rozpustil vo vývojke, takže postexpozičné vypaľovanie je nevyhnutné;
U bežných i-line fotorezistov môže postexpozičné vypaľovanie zlepšiť priľnavosť fotorezistu a znížiť stojaté vlny (stojaté vlny budú mať nepriaznivý vplyv na okrajovú morfológiu fotorezistu).
(4)Vyvolanie tvrdého filmu: použitie vývojky na rozpustenie rozpustnej časti fotorezistu (pozitívneho fotorezistu) po expozícii a presné zobrazenie vzoru masky so vzorom fotorezistu.
Medzi kľúčové parametre procesu vyvolávania patrí teplota a čas vyvolávania, dávkovanie a koncentrácia vývojky, čistenie atď. Úpravou príslušných parametrov pri vyvolávaní je možné zvýšiť rozdiel v rýchlosti rozpúšťania medzi exponovanou a neexponovanou časťou fotorezistu, čím dosiahnutie požadovaného efektu vývoja.
Vytvrdzovanie je tiež známe ako vytvrdzovacie pečenie, čo je proces odstránenia zvyšného rozpúšťadla, vývojky, vody a iných nepotrebných zvyškových zložiek vo vyvíjanom fotoreziste ich zahriatím a odparením, aby sa zlepšila priľnavosť fotorezistu ku kremíkovému substrátu a odolnosť fotorezistu proti leptaniu.
Teplota procesu vytvrdzovania sa líši v závislosti od rôznych fotorezistov a metód vytvrdzovania. Predpokladom je, že vzor fotorezistu sa nedeformuje a fotorezist by mal byť dostatočne tvrdý.
(5)Vývojová kontrola: Toto slúži na kontrolu defektov vo vzore fotorezistu po vyvolaní. Zvyčajne sa technológia rozpoznávania obrazu používa na automatické skenovanie vzoru čipu po vývoji a jeho porovnanie s vopred uloženým štandardným vzorom bez defektov. Ak sa zistí akýkoľvek rozdiel, považuje sa za chybný.
Ak počet defektov prekročí určitú hodnotu, kremíkový plátok sa posúdi ako nevyhovujúci vo vývojovom teste a môže byť podľa potreby vyradený alebo prepracovaný.
V procese výroby integrovaných obvodov je väčšina procesov nevratných a fotolitografia je jedným z mála procesov, ktoré je možné prepracovať.
Tri fotomasky a fotorezistové materiály
3.1 Fotomaska
Fotomaska, tiež známa ako fotolitografická maska, je majstrom používaným vo fotolitografickom procese výroby doštičiek s integrovanými obvodmi.
Proces výroby fotomasky spočíva v konverzii pôvodných údajov rozloženia potrebných na výrobu doštičiek navrhnutých konštruktérmi integrovaných obvodov do formátu údajov, ktorý môžu byť rozpoznané generátormi laserových vzorov alebo zariadením na vystavenie elektrónovým lúčom prostredníctvom spracovania údajov masky, aby mohli byť vystavené vyššie uvedené zariadenie na materiál substrátu fotomasky potiahnutý fotosenzitívnym materiálom; potom sa spracuje sériou procesov, ako je vyvíjanie a leptanie, aby sa vzor zafixoval na podkladovom materiáli; nakoniec je skontrolovaný, opravený, vyčistený a laminovaný filmom, aby sa vytvoril maskový produkt a doručený výrobcovi integrovaného obvodu na použitie.
3.2 Fotorezist
Fotorezist, tiež známy ako fotorezist, je fotosenzitívny materiál. Fotosenzitívne zložky v ňom podstúpia chemické zmeny pod ožiarením svetlom, čo spôsobí zmeny v rýchlosti rozpúšťania. Jeho hlavnou funkciou je preniesť vzor na maske na substrát, akým je napríklad plátok.
Pracovný princíp fotorezistu: Najprv sa fotorezist nanesie na substrát a predpečie, aby sa odstránilo rozpúšťadlo;
Po druhé, maska je vystavená svetlu, čo spôsobuje, že fotosenzitívne zložky v exponovanej časti podliehajú chemickej reakcii;
Potom sa vykoná postexpozičné pečenie;
Nakoniec sa fotorezist čiastočne rozpustí vyvolaním (pre pozitívny fotorezist sa exponovaná oblasť rozpustí; pre negatívny fotorezist sa rozpustí neexponovaná oblasť), čím sa zrealizuje prenos vzoru integrovaného obvodu z masky na substrát.
Zložky fotorezistu zahŕňajú najmä filmotvornú živicu, fotocitlivú zložku, stopové prísady a rozpúšťadlo.
Medzi nimi sa filmotvorná živica používa na zabezpečenie mechanických vlastností a odolnosti proti leptaniu; fotosenzitívna zložka podlieha chemickým zmenám pod svetlom, čo spôsobuje zmeny v rýchlosti rozpúšťania;
Stopové prísady zahŕňajú farbivá, látky zvyšujúce viskozitu atď., ktoré sa používajú na zlepšenie výkonu fotorezistu; rozpúšťadlá sa používajú na rozpustenie zložiek a ich rovnomerné premiešanie.
V súčasnosti široko používané fotorezisty možno rozdeliť na tradičné fotorezisty a chemicky zosilnené fotorezisty podľa mechanizmu fotochemickej reakcie a tiež ich možno rozdeliť na ultrafialové, hlboké ultrafialové, extrémne ultrafialové, elektrónové, iónové a röntgenové fotorezisty podľa vlnová dĺžka fotosenzitivity.
Štyri fotolitografické zariadenia
Technológia fotolitografie prešla procesom vývoja kontaktnej/blízkej litografie, optickej projekčnej litografie, krokovej a opakovanej litografie, skenovacej litografie, ponornej litografie a EUV litografie.
4.1 Kontaktný/blízkový litografický stroj
Technológia kontaktnej litografie sa objavila v 60. rokoch 20. storočia a bola široko používaná v 70. rokoch. Bola to hlavná litografická metóda v ére malých integrovaných obvodov a používala sa hlavne na výrobu integrovaných obvodov s veľkosťou prvkov väčšou ako 5 μm.
V kontaktnom/blízkovom litografickom stroji je plátok zvyčajne umiestnený na ručne ovládanej horizontálnej polohe a otočnom pracovnom stole. Operátor používa mikroskop s diskrétnym poľom na súčasné sledovanie polohy masky a plátku a manuálne ovláda polohu pracovného stola, aby zarovnal masku a plátok. Potom, čo sú plátok a maska zarovnané, obe sa stlačia k sebe, takže maska je v priamom kontakte s fotorezistom na povrchu plátku.
Po odstránení objektívu mikroskopu sa vylisovaný plátok a maska presunú na expozičný stôl na expozíciu. Svetlo vyžarované ortuťovou výbojkou je kolimované a paralelné s maskou cez šošovku. Pretože je maska v priamom kontakte s vrstvou fotorezistu na plátku, vzor masky sa po expozícii prenesie na vrstvu fotorezistu v pomere 1:1.
Kontaktné litografické zariadenie je najjednoduchšie a najhospodárnejšie zariadenie na optickú litografiu a môže dosiahnuť vystavenie grafiky submikrónovej veľkosti, takže sa stále používa pri výrobe malých sérií produktov a laboratórnom výskume. Pri výrobe integrovaných obvodov vo veľkom meradle bola zavedená technológia blízkej litografie, aby sa predišlo zvýšeniu nákladov na litografiu spôsobenému priamym kontaktom medzi maskou a plátkom.
Proximitná litografia bola široko používaná v 70. rokoch 20. storočia počas éry malých integrovaných obvodov a na začiatku éry stredných integrovaných obvodov. Na rozdiel od kontaktnej litografie maska v blízkej litografii nie je v priamom kontakte s fotorezistom na plátku, ale je ponechaná medzera vyplnená dusíkom. Maska pláva na dusíku a veľkosť medzery medzi maskou a plátkom je určená tlakom dusíka.
Pretože v blízkej litografii nedochádza k priamemu kontaktu medzi plátkom a maskou, defekty vnesené počas procesu litografie sú znížené, čím sa znižuje strata masky a zlepšuje sa výťažok plátku. V blízkej litografii medzera medzi plátkom a maskou umiestni plátok do oblasti Fresnelovej difrakcie. Prítomnosť difrakcie obmedzuje ďalšie zlepšovanie rozlíšenia bezdotykových litografických zariadení, takže táto technológia je vhodná najmä na výrobu integrovaných obvodov s veľkosťou prvkov nad 3 μm.
4.2 Krokovač a opakovač
Krokové zariadenie je jedným z najdôležitejších zariadení v histórii doskovej litografie, ktoré posunulo proces submikrónovej litografie do masovej výroby. Stepper využíva typické statické expozičné pole 22 mm × 22 mm a optickú projekčnú šošovku s pomerom zmenšenia 5:1 alebo 4:1 na prenos vzoru na maske na plátok.
Litografický stroj s krokmi a opakovaním sa vo všeobecnosti skladá z expozičného subsystému, subsystému etapy obrobku, subsystému etapy masky, subsystému zaostrenia/vyrovnania, subsystému nastavenia, subsystému hlavného rámu, subsystému prenosu plátkov, subsystému prenosu masky. , elektronický subsystém a softvérový subsystém.
Typický pracovný proces krokového a opakovaného litografického stroja je nasledujúci:
Najprv sa plátok potiahnutý fotorezistom prenesie na stôl obrobku pomocou subsystému prenosu plátku a maska, ktorá sa má exponovať, sa prenesie na stôl masky použitím subsystému prenosu masky;
Potom systém použije subsystém zaostrovania/vyrovnávania na vykonanie viacbodového merania výšky na plátku na stolíku obrobku, aby získal informácie, ako je výška a uhol sklonu povrchu plátku, ktorý sa má exponovať, takže oblasť expozície plátok možno vždy ovládať v rámci ohniskovej hĺbky projekčného objektívu počas procesu expozície;Následne systém pomocou vyrovnávacieho subsystému zarovná masku a plátok tak, že počas procesu expozície je presnosť polohy obrazu masky a prenos vzoru plátku vždy v rámci požiadaviek na prekrytie.
Nakoniec je kroková a expozičná činnosť celého povrchu plátku dokončená podľa predpísanej cesty, aby sa realizovala funkcia prenosu vzoru.
Následný krokový a skenerový litografický stroj je založený na vyššie uvedenom základnom pracovnom procese, ktorý zlepšuje krokovanie → expozícia skenovaniu → expozícia a zaostrovanie/vyrovnávanie → zarovnanie → expozícia na dvojstupňovom modeli na meranie (zaostrovanie/vyrovnávanie → zarovnanie) a skenovanie expozícia paralelne.
V porovnaní s krokovým a skenovacím litografickým strojom, krokový a opakovaný litografický stroj nemusí dosahovať synchrónne spätné skenovanie masky a plátku a nevyžaduje tabuľku skenovacej masky a synchrónny systém riadenia skenovania. Preto je štruktúra relatívne jednoduchá, náklady sú relatívne nízke a prevádzka je spoľahlivá.
Potom, čo technológia IC vstúpila do 0,25 μm, aplikácia krokovej a opakovanej litografie začala klesať v dôsledku výhod krokovej a skenovacej litografie vo veľkosti expozičného poľa skenovania a jednotnosti expozície. V súčasnosti má najnovšia kroková a opakovaná litografia od spoločnosti Nikon statické expozičné zorné pole rovnako veľké ako zorné pole krokovej a skenovacej litografie a dokáže spracovať viac ako 200 plátkov za hodinu s mimoriadne vysokou produkčnou účinnosťou. Tento typ litografického stroja sa v súčasnosti používa hlavne na výrobu nekritických IC vrstiev.
4.3 Krokový skener
Aplikácia step-and-scan litografie sa začala v 90. rokoch 20. storočia. Konfiguráciou rôznych expozičných svetelných zdrojov môže technológia step-and-scan podporovať rôzne uzly procesnej technológie, od 365nm, 248nm, 193nm ponorenia až po EUV litografiu. Na rozdiel od krokovej a opakovanej litografie, jednopoľová expozícia krokovej a skenovacej litografie využíva dynamické skenovanie, to znamená, že doska masky dokončí skenovací pohyb synchrónne vzhľadom na plátok; po dokončení aktuálnej expozície poľa sa plátok unesie stolíkom obrobku a posunie sa do ďalšej polohy snímacieho poľa a opakovaná expozícia pokračuje; opakujte expozíciu krok a skenovanie niekoľkokrát, kým sa neobjavia všetky polia celého plátku.
Konfiguráciou rôznych typov svetelných zdrojov (ako je i-line, KrF, ArF) môže krokový skener podporovať takmer všetky technologické uzly polovodičového front-end procesu. Typické procesy CMOS na báze kremíka využívali krokové skenery vo veľkých množstvách od uzla 0,18 μm; extrémne ultrafialové (EUV) litografické stroje, ktoré sa v súčasnosti používajú v procesných uzloch pod 7 nm, tiež využívajú krokové skenovanie. Po čiastočnej adaptívnej úprave môže krokový skener podporovať aj výskum, vývoj a výrobu mnohých procesov, ktoré nie sú založené na kremíku, ako sú MEMS, napájacie zariadenia a RF zariadenia.
Medzi hlavných výrobcov projekčných litografických strojov s krokom a skenovaním patria ASML (Holandsko), Nikon (Japonsko), Canon (Japonsko) a SMEE (Čína). Spoločnosť ASML uviedla na trh sériu stupňovitých litografických strojov TWINSCAN v roku 2001. Prijíma dvojstupňovú systémovú architektúru, ktorá môže efektívne zlepšiť výstupnú rýchlosť zariadenia a stala sa najpoužívanejším špičkovým litografickým strojom.
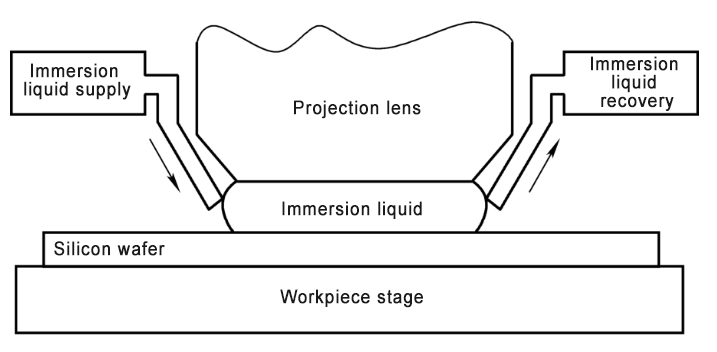
4.4 Imerzná litografia
Z Rayleighovho vzorca je zrejmé, že keď vlnová dĺžka expozície zostane nezmenená, efektívnym spôsobom ďalšieho zlepšenia rozlíšenia obrazu je zvýšenie numerickej apertúry zobrazovacieho systému. Pre rozlíšenie zobrazenia pod 45nm a vyššie už metóda suchej expozície ArF nemôže spĺňať požiadavky (pretože podporuje maximálne rozlíšenie zobrazenia 65nm), preto je potrebné zaviesť metódu ponornej litografie. V tradičnej litografickej technológii je médiom medzi šošovkou a fotorezistom vzduch, zatiaľ čo technológia ponornej litografie nahrádza vzduchové médium kvapalinou (zvyčajne ultračistou vodou s indexom lomu 1,44).
V skutočnosti technológia ponornej litografie využíva skrátenie vlnovej dĺžky svetelného zdroja po prechode svetla cez kvapalné médium na zlepšenie rozlíšenia a pomerom skrátenia je index lomu kvapalného média. Aj keď je ponorný litografický stroj typom krokového litografického stroja a jeho systémové riešenie sa nezmenilo, ide o úpravu a rozšírenie krokového litografického stroja ArF v dôsledku zavedenia kľúčových technológií súvisiacich k ponoreniu.
Výhodou ponornej litografie je to, že v dôsledku zvýšenia numerickej apertúry systému sa zlepšila schopnosť rozlíšenia zobrazovania litografického stroja s krokovým skenerom, ktorý môže spĺňať procesné požiadavky na rozlíšenie zobrazovania pod 45 nm.
Pretože ponorný litografický stroj stále používa svetelný zdroj ArF, je zaručená kontinuita procesu, čo šetrí náklady na výskum a vývoj svetelného zdroja, zariadenia a procesu. Na tomto základe v kombinácii s viacnásobnou grafikou a technológiou výpočtovej litografie je možné ponorný litografický stroj použiť v procesných uzloch 22 nm a nižších. Predtým, ako bol litografický stroj EUV oficiálne uvedený do sériovej výroby, bol ponorný litografický stroj široko používaný a mohol spĺňať procesné požiadavky 7nm uzla. V dôsledku zavedenia imerznej kvapaliny sa však výrazne zvýšila technická náročnosť samotného zariadenia.
Medzi jeho kľúčové technológie patrí technológia dodávania a obnovy imerznej kvapaliny, technológia údržby imerzného kvapalného poľa, technológia na kontrolu znečistenia a defektov imerznou litografiou, vývoj a údržba imerzných projekčných šošoviek s ultra veľkou numerickou apertúrou a technológia detekcie kvality obrazu v podmienkach ponorenia.
V súčasnosti komerčné litografické zariadenia ArFi step-and-scan poskytujú najmä dve spoločnosti, a to ASML z Holandska a Nikon z Japonska. Medzi nimi je cena jedného ASML NXT1980 Di asi 80 miliónov eur.
4.5 Extrémna ultrafialová litografia
Aby sa zlepšilo rozlíšenie fotolitografie, po prijatí excimerového svetelného zdroja sa expozičná vlnová dĺžka ďalej skracuje a ako expozičný svetelný zdroj sa zavádza extrémne ultrafialové svetlo s vlnovou dĺžkou 10 až 14 nm. Vlnová dĺžka extrémneho ultrafialového svetla je extrémne krátka a reflexný optický systém, ktorý možno použiť, sa zvyčajne skladá z viacvrstvových filmových reflektorov, ako sú Mo/Si alebo Mo/Be.
Medzi nimi je teoretická maximálna odrazivosť viacvrstvového filmu Mo/Si v rozsahu vlnových dĺžok 13,0 až 13,5 nm asi 70 % a teoretická maximálna odrazivosť viacvrstvového filmu Mo/Be pri kratšej vlnovej dĺžke 11,1 nm je asi 80 %. Hoci odrazivosť viacvrstvových filmových reflektorov Mo/Be je vyššia, Be je vysoko toxický, takže pri vývoji EUV litografickej technológie sa od výskumu takýchto materiálov upustilo.Súčasná EUV litografická technológia využíva Mo/Si viacvrstvový film a jeho expozičná vlnová dĺžka je tiež určená na 13,5 nm.
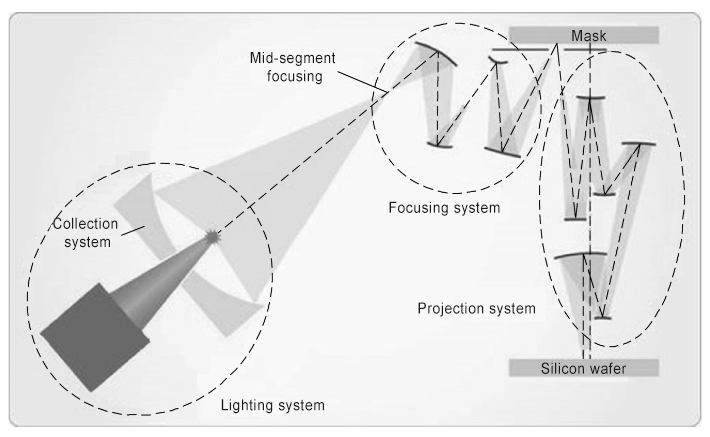
Hlavný zdroj extrémneho ultrafialového svetla využíva technológiu laserom vyrábanej plazmy (LPP), ktorá využíva lasery s vysokou intenzitou na excitáciu tavenej Sn plazmy na vyžarovanie svetla. Výkon a dostupnosť svetelného zdroja boli po dlhú dobu prekážkami obmedzujúcimi efektivitu EUV litografických strojov. Vďaka výkonovému zosilňovaču hlavného oscilátora, prediktívnej plazmovej (PP) technológii a in-situ zbernej technológii čistenia zrkadiel sa výrazne zlepšil výkon a stabilita EUV svetelných zdrojov.
Litografický stroj EUV sa skladá hlavne z podsystémov, ako je zdroj svetla, osvetlenie, šošovka objektívu, stolík obrobku, stupeň masky, zarovnanie plátku, zaostrenie/vyrovnanie, prenos masky, prenos plátku a vákuový rám. Po prechode osvetľovacím systémom zloženým z viacvrstvových potiahnutých reflektorov sa na reflexnú masku vyžaruje extrémne ultrafialové svetlo. Svetlo odrazené maskou vstupuje do optického zobrazovacieho systému s úplným odrazom zloženého zo série reflektorov a nakoniec sa odrazený obraz masky premieta na povrch plátku vo vákuovom prostredí.
Zorné pole expozície a zorné pole zobrazovania litografického stroja EUV majú tvar oblúka a na dosiahnutie úplnej expozície plátku s cieľom zlepšiť výstupnú rýchlosť sa používa metóda skenovania krok za krokom. Najvyspelejší EUV litografický stroj ASML série NXE využíva expozičný svetelný zdroj s vlnovou dĺžkou 13,5 nm, reflexnú masku (6° šikmý dopad), 4x redukciu reflexného projekčného objektívového systému so 6-zrkadlovou štruktúrou (NA=0,33), a skenovacie pole 26 mm × 33 mm a prostredie vákuovej expozície.
V porovnaní s ponornými litografickými strojmi sa rozlíšenie jednej expozície litografických strojov EUV používajúcich extrémne zdroje ultrafialového svetla výrazne zlepšilo, čo môže účinne zabrániť zložitému procesu potrebnému na viacnásobnú fotolitografiu na vytvorenie grafiky s vysokým rozlíšením. V súčasnosti dosahuje rozlíšenie jednej expozície litografického stroja NXE 3400B s numerickou apertúrou 0,33 13 nm a výstupná rýchlosť dosahuje 125 kusov/h.
Aby sa vyhovelo potrebám ďalšieho rozšírenia Moorovho zákona, litografické stroje EUV s numerickou apertúrou 0,5 prijmú v budúcnosti systém projekčných objektívov s centrálnym blokovaním svetla, využívajúci asymetrické zväčšenie 0,25-krát/0,125-krát. Zorné pole expozície skenovania sa zníži z 26 m × 33 mm na 26 mm × 16,5 mm a rozlíšenie jednej expozície môže dosiahnuť nižšie 8 nm.
——————————————————————————————————————————————————— ————————————
Semicera môže poskytnúťgrafitové časti, mäkká/tuhá plsť, diely z karbidu kremíka, CVD diely z karbidu kremíka, aDiely potiahnuté SiC/TaCs úplným polovodičovým procesom za 30 dní.
Ak máte záujem o vyššie uvedené polovodičové produkty,prosím, neváhajte nás kontaktovať prvýkrát.
Tel: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Čas odoslania: 31. augusta 2024